






一个高品质的T型槽平台离不开好的制造工艺,T型槽平台自产自销一直兢兢业业把产品品质,客户口碑放在心中。
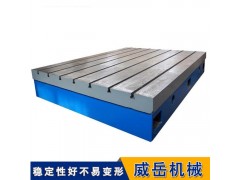
T型槽平台经常使用灰铸铁,加工精刨和刮研而成。垫箱的相邻两个面互成直角。T型槽平台:材料:HT200-300硬度:HB170-240精度:0-3级执行标准:1999. T型槽平台主要用于装配,测量,铆焊,焊接,检验、划线,组装,动力机械试验等。
技术要点:
1.适当加大浇口尺寸,增设内浇口,在易冷隔处增加溢流槽或冒口。
2.内浇口不宜离铸件薄壁处太远,或适当增加薄壁处的厚度。
3. T型槽平台检查箱套配合,确保定位准确,以免错箱造成壁薄。
4.砂芯定位牢靠,下芯到位。
5.适当调高浇注温度(在确保不冷隔的前提下,尽可能的降低浇注温度。
6.控制合适的铁液化学成分,尽量降低含硫量。
7.一次浇满,避免补浇。并且在浇铸时,不可断流。
8.防止铁液氧化,冲天炉熔炼时防止底焦过低。电炉熔化时,铁液不宜在炉内停放时间过长,宜在低温下保温;表面覆盖保温剂。
9.提高砂芯耐火度和高温强度,芯盒分型面清理干净,避免涨芯。
10.对于长条型铸件可采用两头浇注;对高大件可采用阶梯浇注或分散浇注。
11.增加T型槽平台出气冒口,加强排气,减少铁液流动阻力。
12.适当提高碳当量,提高铁液流动性。
13.用陶瓷网时,浇口窝适当留大,温度适当提高。
14.足够的压箱铁或箱卡子卡牢,防止涨箱后炮火。
15. T型槽平台脱箱造型要留够模型到砂胎边缘的距离,防止砂胎高温下强度不够而炮火。
16. T型槽平台造型要留够冷时间,防止铁液未凝固时由于推型造成的炮火。
17. T型槽平台脱箱造型的压箱铁受侧面浇注位置的影响,压箱力是不均衡的,特别是压箱铁下面粘砂后,压箱力更不均衡,要及时清理压箱铁下面的粘砂,防止压箱力不均衡造成涨箱炮火。
18.设计人员在设计T型槽平台时要考虑模型的摆放,避免压箱力不均衡导致涨箱或炮火。
19.冬季铁液降温过快,要适当提高浇注温度。要注意烫包,避免温差太大,熔渣清理干净,防止浇注时熔渣堵塞浇道。
20.薄平T型槽平台浇注时要倾斜浇注,注意引气,防止封闭气体阻断液流,定期检查锥销、销套、模样,锥销、销套、模样磨损后错型或局部可能壁薄。
21. T型槽平台模样或芯盒的强度要考虑,防止变形导致铸件局部壁薄,模样或芯盒的基准要重合,防止错位导致T型槽平台局部厚度不够,及时清理套箱、运转小车上的砂子,检查清理设施的完好性,防止清理不到位导致错型产生冷隔。
22.对于刮研制垫箱除检定平面度外,还要用涂色法检定接触点。在边长为25MM任意正方形内点数为:1级、2级不少于25点;3级不少于20点。
T型槽平台在铸造环节要留下加工量,加工时要从毛坯上切去的那层金属的厚度,称为T型槽平台的加工余量。加工余量又可分为工序余量和总余量。工序中需要切除的那层金属层厚度,称为该工序的加工余量。从毛坯到成品总共需要切除的余量,称为总余量,等于相应表面各工序余量之和。
在T型槽平台上留加工余量的目的是为了切除上一道工序所留下来的加工误差和表面问题,如铸件表面冷硬层、气孔、夹砂层,脱碳层、表面裂纹、锻件表面的氧化皮,切削加工后的内应力层和表面粗糙度等,从而提高T型槽平台的精度。http://www.chinaweiyue.com/
T型槽平台,铸铁平台,大理石平台,平台我可以均可以制造,为了方便客户查阅信息,您可以收藏我公司网站,方便购买查阅。
四川T型槽平台,运用灵活T型槽平台,铸铁平台,成品件的详细信息由河北威岳机械有限公司提供,该企业负责四川T型槽平台,运用灵活T型槽平台,铸铁平台,成品件的真实性、准确性和合法性。迅收网对此不承担任何保证责任。
本信息网址:https://yilanxian.xunshou.com/huishou/hebeiweiyue111/4641678.html 复制本页标题和网址,推荐给您的好友

 您还没有登录,请登录后查看详情
您还没有登录,请登录后查看详情 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意